 Kawasaki Z1000SX - Service manual > Crankshaft Removal
Kawasaki Z1000SX - Service manual > Crankshaft Removal
- Split the crankcase (see Crankcase Splitting).
- Remove:
Balancer (see Balancer Removal)
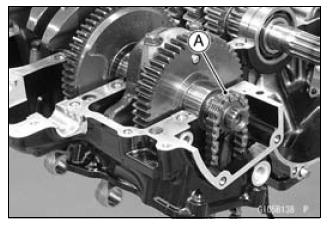
Crankshaft [A]

Crankshaft Installation
NOTICE If the crankshaft, bearing inserts, or crankcase halves are replaced with new ones, select the bearing inserts and check clearance with a plastigage (press gauge) before assembling engine to be sure the correct bearing inserts are installed.
- Apply molybdenum disulfide oil solution to the crankshaft main bearing inserts.
- Install the crankshaft with the camshaft chain [A] hanging on it.
- Install the balancer (see Balancer Installation).
Connecting Rod Removal
- Split the crankcase (see Crankcase Splitting).
- Remove the connecting rod big end nuts [A].
- Remove the crankshaft.
NOTE
- Mark and record the locations of the connecting rods and their big end caps so that they can be reassembled in their original positions.
- Remove the connecting rods from the crankshaft.

NOTICE Discard the connecting rod bolts. To prevent damage to the crankpin surfaces, do not allow the connecting rod bolts to bump against the crankpins.
Connecting Rod Installation
NOTICE To minimize vibration, the connecting rods should have the same weight mark.
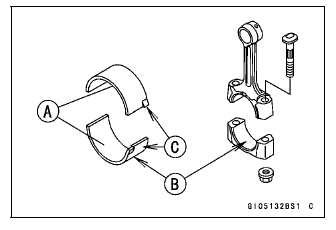
Big End Cap [A]
Connecting Rod [B]
Weight Mark, Alphabet [C]
Diameter Mark [D]: "○" or no mark

NOTICE If the connecting rods, big end bearing inserts, or crankshaft are replaced with new ones, select the bearing insert and check clearance with a plastigage (press gauge) before assembling engine to be sure the correct bearing inserts are installed.
- Apply molybdenum disulfide oil solution [A] to the inner surfaces of upper and lower bearing inserts.
- Do not apply any grease or oil to the cap inside and cap insert outside [B].
- Install the inserts so that their nails [C] are on the same side and fit them into the recess of the connecting rod and cap.
NOTICE Wrong application of oil and grease could cause bearing damage.
- When installing the inserts [A], be careful not to damage the insert surface with the edge of the connecting rod [B] or the cap [C]. One way to install inserts is as follows.
Installation [D] to Cap
Installation [E] to Connecting Rod
Push [F]
Spare Dowel Pin [G]
Connecting Rod Bolts [H]

- Install the cap on the connecting rod, aligning the weight and diameter marks.
- Remove debris and clean the surface of inserts.
- Apply molybdenum disulfide oil solution [MO] to the threads and seating surfaces of the big end nuts and bolts.
- Install the crankshaft (see Crankshaft Installation).
- Install each connecting rod on its original crankpin.
- The connecting rod big end is bolted using the "plastic region fastening method".
- This method precisely achieves the needed clamping force without exceeding it unnecessarily, allowing the use of thinner, lighter bolts further decreasing connecting rod weight.
- There are two types of the plastic region fastening. One is a bolt length measurement method and other is a rotation angle method. Observe one of the following two, but the bolt length measurement method is preferable because this is a more reliable way to tighten the big end nuts.
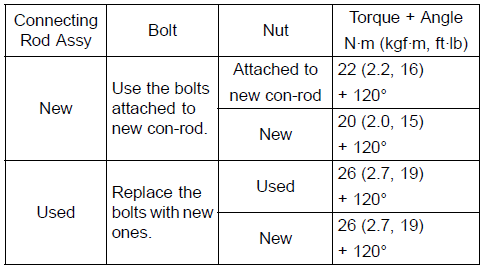
NOTICE The connecting rod bolts are designed to stretch when tightened. Never reuse the connecting rod bolts. See the table below for correct bolt and nut usage.
NOTICE Be careful not to overtighten the nuts.
The bolts must be positioned on the seating surface correctly to prevent the bolt heads from hitting the crankcase.
- Bolt Length Measurement Method
- Be sure to clean the bolts, nuts, and connecting rods thoroughly with a high-flash point solvent, because the new connecting rods, bolts, and nuts are treated with an anti-rust solution.
WARNING Clean the bolts, nuts and connecting rods in a well -ventilated area, and take care that there is no spark or flame anywhere near the working area. This includes any appliance with a pilot light. Because of the danger or highly flammable liquids, do not use gasoline or low-flash point solvents to clean them.
NOTICE Immediately dry the bolts and nuts with compressed air after cleaning.
Clean and dry the bolts and nuts completely.
- Install new bolts and nuts in reused connecting rod.
If the connecting rod assy was replaced, use the bolts and nuts attached to the new connecting rod assy.
- Apply a small amount of molybdenum disulfide oil solution to the
following portions.
Threads [A] of Bolts and Nuts
Seating Surfaces [B] of Nuts and Connecting Rod Caps

- Dent both bolt head and bolt tip with a punch as shown in the figure.
- Before tightening, use a point micrometer to measure the length of new
connecting rod bolts and record the values to find the bolt stretch.
Connecting Rod [A]
Dent here with a punch [B].
Nuts [C]
Fit micrometer pins into dents [D]. - Tighten the big end nuts until the bolt elongation reaches the length
specified as follows.
Bolt Length after tightening - Bolt Length before tightening = Bolt Stretch

Connecting Rod Bolt Stretch
Usable Range: 0.20 - 0.32 mm (0.0079
- 0.0126 in.)
- Check the length of the connecting rod bolts.
If the stretch is more than the usable range, the bolt has stretched too much. An overelongated bolt may break in use.
- Rotation Angle Method
If you do not have a point micrometer, you may tighten the nuts using the "Rotation Angle Method".
- Be sure to clean the bolts, nuts and connecting rods thoroughly with a high-flash point solvent, because the new connecting rods, bolts and nuts are treated with an anti -rust solution.
WARNING Gasoline and low-flash point solvents can be flammable and/or explosive and cause severe burns. Clean the bolts, nuts, and connecting rods in a well-ventilated area, and take care that there are no sparks or flame anywhere near the working area; this includes any appliance with a pilot light.
Do not use gasoline or a low-flash point solvent to clean them.
NOTICE Immediately dry the bolts and nuts with compressed air after cleaning.
Clean and dry the bolts and nuts completely.
- Install new bolts and nuts in reused connecting rods.
If the connecting rod assy was replaced, use the bolts and nuts attached to the new connecting rod assy.
- Apply a small amount of molybdenum disulfide oil solution to the
following portions.
Threads [A] of Bolts and Nuts
Seating Surfaces [B] of Nuts and Connecting Rod Caps

- First, tighten the nuts to the specified torque. See the table below.
- Next, tighten the nuts 120º +-5º .
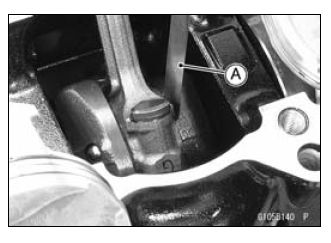
- Mark [A] the connecting rod big end caps and nuts so that nuts can be turned 120º [B] properly.
- Tighten the hexagon nut by 2 corners.

Crankshaft/Connecting Rod Cleaning
- After removing the connecting rods from the crankshaft, clean them with a high-flash point solvent.
- Blow the crankshaft oil passages with compressed air to remove any foreign particles or residue that may have accumulated in the passages.
Connecting Rod Bend Inspection
- Remove the connecting rod big end bearing inserts, and reinstall the connecting rod big end cap.
- Select an arbor [A] of the same diameter as the connecting rod big end, and insert the arbor through the connecting rod big end.
- Select an arbor of the same diameter as the piston pin and at least 100 mm (3.94 in.) long, and insert the arbor [B] through the connecting rod small end.
- On a surface plate, set the big-end arbor on V block [C].
- With the connecting rod held vertically, use a height gauge to measure
the difference in the height of the arbor above the surface plate over a 100
mm (3.94 in.) length to determine the amount of connecting rod bend.
If connecting rod bend exceeds the service limit, the connecting rod must be replaced.
Connecting Rod Bend
Service Limit: TIR 0.2/100 mm (0.008/3.94 in.)

Connecting Rod Twist Inspection
- With the big-end arbor [A] still on V block [C], hold the connecting rod
horizontally and measure the amount that the arbor [B] varies from being
paralleled with the surface plate over a 100 mm (3.94 in.) length of the
arbor to determine the amount of connecting rod twist.
If connecting rod twist exceeds the service limit, the connecting rod must be replaced.
Connecting Rod Twist
Service Limit: TIR 0.2/100 mm (0.008/3.94 in.)

Connecting Rod Big End Side Clearance Inspection
- Measure connecting rod big end side clearance.
- Insert a thickness gauge [A] between the big end and either crank web to determine clearance.
Connecting Rod Big End Side Clearance
Standard: 0.13 - 0.38 mm (0.0051 - 0.0150 in.)
Service Limit: 0.58 mm (0.023 in.)
If the clearance exceeds the service limit, replace the connecting rod with new one and then check clearance again.
If clearance is too large after connecting rod replacement, the crankshaft also must be replaced.
Connecting Rod Big End Bearing Insert/Crankpin Wear Inspection
- Measure the bearing insert/crankpin [A] clearance with plastigage [B].
- Tighten the big end nuts to the specified torque (see Connecting Rod Installation).
NOTE
- Do not move the connecting rod and crankshaft during clearance measurement.

NOTICE After measurement, replace the connecting rod bolts.
Connecting Rod Big End Bearing Insert/Crankpin Clearance
Standard: 0.030 - 0.060 mm (0.0012 - 0.0024 in.)
Service Limit: 0.10 mm (0.0039 in.)
If the clearance is within the standard, no bearing replacement is required.
If the clearance is between 0.061 mm (0.0024 in.) and the service limit (0.10 mm, 0.0039 in.), replace the bearing inserts [A] with inserts painted blue [B]. Check insert/ crankpin clearance with the plastigage. The clearance may exceed the standard slightly, but it must not be less than the minimum in order to avoid bearing seizure.
If the clearance exceeds the service limit, measure the diameter of the crankpins.
Crankpin Diameter
Standard: 34.484 - 34.500 mm (1.3576 - 1.3583 in.)
Service Limit: 34.47 mm (1.357 in.)

If any crankpin has worn past the service limit, replace the crankshaft with a new one.
If the measured crankpin diameters are not less than the service limit, but do not coincide with the original diameter markings on the crankshaft, make new marks on it.
Crankpin Diameter Marks
None 34.484 - 34.492 mm (1.3576 - 1.3579 in.)
○ 34.493 - 34.500 mm (1.3580 - 1.3583 in.)
 : Crankpin Diameter Marks, "○" or no mark.
: Crankpin Diameter Marks, "○" or no mark.

-
Measure the connecting rod big end inside diameter, and mark each connecting rod big end in accordance with the inside diameter.
-
Tighten the connecting rod big end nuts to the specified torque (see Connecting Rod Installation).
NOTE
-
The mark already on the big end should almost coincide with the measurement.
Connecting Rod Big End Inside Diameter Marks
None 37.500 - 37.508 mm (1.4764 - 1.4766 in.)
○ 37.509 - 37.516 mm (1.4767 - 1.4770 in.)
Big End Cap [A]
Connecting Rod [B]
Weight Mark, Alphabet [C]
Diameter Mark (Around Weight Mark) [D]: "○" or no mark

- Select the proper bearing insert [A] in accordance with the combination
of the connecting rod and crankshaft coding.
Size Color [B]

- Install the new inserts in the connecting rod and check insert/crankpin clearance with the plastigage.
Crankshaft Side Clearance Inspection
- Insert a thickness gauge [A] between the crankcase main bearing and the
crank web at the No.3 journal to determine clearance.
If the clearance exceeds the service limit, replace the crankcase halves as a set.

NOTE
- The upper and lower crankcase halves are machined at the factory in the assembled state, so the crankcase halves must be replaced as a set.
Crankshaft Side Clearance
Standard: 0.09 - 0.19 mm (0.0035 - 0.0075 in.)
Service Limit: 0.39 mm (0.0153 in.)
See also:
 Kawasaki Z1000SX - Service manual > Crankshaft Runout Inspection
Kawasaki Z1000SX - Service manual > Crankshaft Runout Inspection
Measure the crankshaft runout. If the measurement exceeds the service limit, replace the crankshaft. Crankshaft Runout Standard: TIR 0.02 mm (0.0008 in.) or less Service Limit: TIR 0.05 mm (0.0020 in.)
 Rider's Manual BMW R 1250 GS GSA
Rider's Manual BMW R 1250 GS GSA Owner's Manual Harley-Davidson Sportster XL1200X Forty-Eight
Owner's Manual Harley-Davidson Sportster XL1200X Forty-Eight Owner's Manual Honda CBR650R
Owner's Manual Honda CBR650R Service manual Honda CBR650
Service manual Honda CBR650 Owner's Manual Honda PCX125
Owner's Manual Honda PCX125 Owner's Manual Kawasaki Z1000SX
Owner's Manual Kawasaki Z1000SX Service manual Kawasaki Z1000SX
Service manual Kawasaki Z1000SX Owner's Manual Lexmoto Echo
Owner's Manual Lexmoto Echo Owner's Manual Royal Enfield Interceptor 650
Owner's Manual Royal Enfield Interceptor 650 Service manual Royal Enfield Interceptor 650
Service manual Royal Enfield Interceptor 650 Owner's Manual Yamaha MT-07
Owner's Manual Yamaha MT-07