 Kawasaki Z1000SX - Service manual > Valves
Kawasaki Z1000SX - Service manual > Valves
Valve Clearance Inspection
- Refer to the Valve Clearance Inspection in the Periodic Maintenance chapter.
Valve Clearance Adjustment
- Refer to the Valve Clearance Adjustment in the Periodic Maintenance chapter.
Valve Removal
- Remove:
Cylinder Head (see Cylinder Head Removal)
Valve Lifter and Shim - Mark and record the valve lifter and shim locations so they can be installed in their original positions.
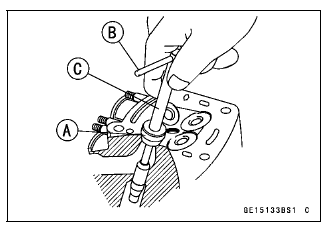
- Using the valve spring compressor assembly, remove the valve.
Special Tools -
Valve Spring Compressor Assembly [A]: 57001-241
Valve Spring Compressor Adapter, 24 [B]: 57001-1586

Valve Installation
- Replace the oil seal with a new one.
- Apply a thin coat of molybdenum disulfide grease to the valve stem before valve installation.
- Install the springs so that the closed coil end faces downwards.
Valve Stem [A]
Oil Seal [B]
Spring Seat [C]
Closed Coil End [D]
Valve Spring [E]
Retainer [F]
Split Keepers [G]

Valve Guide Removal
- Remove:
Valve (see Valve Removal)
Oil Seal
Spring Seat - Heat the area around the valve guide to 120 - 150ºC (248 - 302ºF), and hammer lightly on the valve guide arbor [A] to remove the guide from the top of the head.

NOTICE Do not heat the cylinder head with a torch. This will warp the cylinder head. Soak the cylinder head in oil and heat the oil.
Special Tool - Valve Guide Arbor,
4.5: 57001-1331
Valve Guide Installation
- Apply oil to the valve guide outer surface before installation.
- Heat the area around the valve guide hole to about 120 - 150ºC (248 - 302ºF).
NOTICE Do not heat the cylinder head with a torch. This Will warp the cylinder head. Soak the cylinder head and heat the oil.
- Using the valve guide driver [A] and two washers [B], press and insert
the valve guide in until the valve guide driver surface [C] touches the head
surface [D].
12.8 - 13.0 mm (0.504 - 0.512 in.) [E]
Special Tools -
Valve Guide Driver: 57001-1564
Washer: 57001-1612

- Ream the valve guide with valve guide reamer [A], even if the old guide is reused.
Special Tool - Valve Guide Reamer, 4.5: 57001-1333

Valve-to-Guide Clearance Measurement (Wobble Method)
If a small bore gauge is not available, inspect the valve guide wear by measuring the valve to valve guide clearance with the wobble method as indicated below.
- Insert a new valve [A] into the guide [B] and set a dial gauge against the stem perpendicular to it as close as possible to the cylinder head mating surface.
- Move the stem back and forth [C] to measure valve/valve guide clearance.
- Repeat the measurement in a direction at a right angle to the first.
If the reading exceeds the service limit, replace the guide.
NOTE
- The reading is not actual valve/valve guide clearance because the measuring point is above the guide.

Valve/Valve Guide Clearance (Wobble Method)
Standard:
Exhaust 0.08 - 0.14 mm (0.0031 - 0.0055 in.)
Intake 0.03 - 0.10 mm (0.0012 - 0.0039 in.)
Service Limit:
Exhaust 0.31 mm (0.012 in.)
Intake 0.29 mm (0.011 in.)
Valve Seat Inspection
- Remove the valve (see Valve Removal).
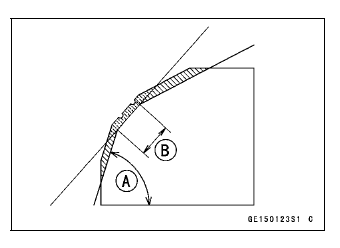
- Check the valve seating surface [A] between the valve [B] and valve seat
[C].
- Measure the outside diameter [D] of the seating pattern on the valve seat.
If the outside diameter is too large or too small, repair the seat (see Seat Repair).
Valve Seating Surface Outside Diameter
Standard:
Exhaust 24.7 - 24.9 mm (0.972 - 0.980 in.)
Intake 28.9 - 29.1 mm (1.138 - 1.146 in.)
- Measure the seat width [E] of the portion where there is no build-up carbon (white portion) of the valve seat with a vernier caliper.
Good [F]
If the width is too wide [G], too narrow [H] or uneven [J], repair the seat (see Valve Seat Repair).
Valve Seating Surface Width
Standard:
Exhaust 0.8 - 1.2 mm (0.031 - 0.047 in.)
Intake 0.5 - 1.0 mm (0.020 - 0.039 in.)

Valve Seat Repair
- Repair the valve seat with the valve seat cutters [A].
Special Tools -
Valve Seat Cutter Holder Bar [B]: 57001 -1128 Valve Seat Cutter Holder,
[For Exhaust Valve Seat]
Valve Seat Cutter, 45º - 27.5:
57001-1114
Valve Seat Cutter, 32º - 28:
57001-1119
Valve Seat Cutter, 60º - 27:
57001-1409
[For Intake Valve Seat]
Valve Seat Cutter, 45º - 32:
57001-1115
Valve Seat Cutter, 32º - 33:
57001-1199
Valve Seat Cutter, 60º - 33:
57001-1334
If the manufacturer's instructions are not available, use the following procedure.
Seat Cutter Operation Care
1. This valve seat cutter is developed to grind the valve for repair. Therefore the cutter must not be used for other purposes than seat repair.
2. Do not drop or shock the valve seat cutter, or the diamond particles may fall off.
3. Do not fail to apply engine oil to the valve seat cutter before grinding the seat surface. Also wash off ground particles sticking to the cutter with washing oil.
NOTE
- Do not use a wire brush to remove the metal particles from the cutter. It will take off the diamond particles.
4. Setting the valve seat cutter holder in position, operate the cutter in one hand. Do not apply too much force to the diamond portion.
NOTE
- Prior to grinding, apply engine oil to the cutter and during the operation, wash off any ground particles sticking to the cutter with washing oil.
5. After use, wash it with washing oil and apply thin layer of engine oil before storing.
Marks Stamped on the Cutter
The marks stamped on the back of the cutter [A] represent the following.
60º ........................... Cutter angle [B]
37.5
....................... Outer diameter of cutter [C]

Operating Procedures
- Clean the seat area carefully.
- Coat the seat with machinist's dye.
- Fit a 45º cutter into the holder and slide it into the valve guide.
- Press down lightly on the handle and turn it right or left.
Grind the seating surface only until it is smooth.
NOTICE Do not grind the seat too much. Overgrinding will reduce valve clearance by sinking the valve into the head. If the valve sinks too far into the head, it will be impossible to adjust the clearance, and the cylinder head must be replaced.
- Measure the outside diameter of the seating surface with a vernier
caliper.
If the outside diameter of the seating surface is too small, repeat the 45º grind until the diameter is within the specified range.
Widened Width [A] of engagement by machining with 45º cutter
Ground Volume [B] by 32º cutter 32º [C]
Correct Width [D]
Ground Volume [E] by 60º cutter 60º [F]

- Measure the outside diameter of the seating surface with a vernier
caliper.
If the outside diameter of the seating surface is too small, repeat the 45º grind [A] until the diameter is within the specified range.
Original Seating Surface [B]

NOTE
- Remove all pittings of flaws from 45º ground surface.
- After grinding with 45º cutter, apply thin coat of machinist's dye to seating surface. This makes seating surface distinct and 32º and 60º grinding operation easier.
- When the valve guide is replaced, be sure to grind with 45º cutter for centering and good contact.
If the outside diameter [A] of the seating surface is too large, make the 32º grind described below.
If the outside diameter of the seating surface is within the specified range, measure the seat width as described below.
- Grind the seat at a 32º angle [B] until the seat outside diameter is
within the specified range.
- To make the 32º grind, fit a 32º cutter into the holder, and slide it into the valve guide.
- Turn the holder one turn at a time while pressing down very lightly. Check the seat after each turn.

NOTICE The 32º cutter removes material very quickly.
Check the seat outside diameter frequently to prevent overgrinding.
- After making the 32º grind, return to the seat outside diameter measurement step above.
- To measure the seat width, use a vernier caliper to measure the width of the 45º angle portion of the seat at several places around the seat.
If the seat width is too narrow, repeat the 45º grind until the seat is slightly too wide, and then return to the seat outside diameter measurement step above.
If the seat width is too wide, make the 60º [A] grind described below.
If the seat width is within the specified range, lap the valve to the seat as described below.
- Grind the seat at a 60º angle until the seat width is within the
specified range.
- To make the 60º grind, fit 60º cutter into the holder, and slide it into the valve guide.
- Turn the holder, while pressing down lightly.
- After making the 60º grind, return to the seat width measurement
step above.
Correct Width [B]
- Lap the valve to the seat, once the seat width and outside diameter are
within the ranges specified above.
- Put a little coarse grinding compound on the face of the valve in a number of places around the valve head.
- Spin the valve against the seat until the grinding compound produces a smooth, matched surface on both the seat and the valve.
- Repeat the process with a fine grinding compound.
Lapper [A]
Valve Seat [B]
Valve [C]

- The seating area should be marked about in the middle of the valve face.
If the seat area is not in the right place on the valve, check to be sure the valve is the correct part. If it is, it may have been refaced too much; replace it.
- Be sure to remove all grinding compound before assembly.
- When the engine is assembled, be sure to adjust the valve clearance (see Valve Clearance Inspection in the Periodic Maintenance chapter).

See also:
 Kawasaki Z1000SX - Service manual > Cylinder Head Installation
Kawasaki Z1000SX - Service manual > Cylinder Head Installation
NOTE The camshaft cap is machined with the cylinder head, so if a new cylinder head is installed, use the cap that is supplied with the new head.
 Rider's Manual BMW R 1250 GS GSA
Rider's Manual BMW R 1250 GS GSA Owner's Manual Harley-Davidson Sportster XL1200X Forty-Eight
Owner's Manual Harley-Davidson Sportster XL1200X Forty-Eight Owner's Manual Honda CBR650R
Owner's Manual Honda CBR650R Service manual Honda CBR650
Service manual Honda CBR650 Owner's Manual Honda PCX125
Owner's Manual Honda PCX125 Owner's Manual Kawasaki Z1000SX
Owner's Manual Kawasaki Z1000SX Service manual Kawasaki Z1000SX
Service manual Kawasaki Z1000SX Owner's Manual Lexmoto Echo
Owner's Manual Lexmoto Echo Owner's Manual Royal Enfield Interceptor 650
Owner's Manual Royal Enfield Interceptor 650 Service manual Royal Enfield Interceptor 650
Service manual Royal Enfield Interceptor 650 Owner's Manual Yamaha MT-07
Owner's Manual Yamaha MT-07